一、焊接接頭的種類及接頭型式
焊接中,由于焊件的厚度、結構及使用條件的不同,其接頭型式及坡口形式也不同。焊接接頭型式有:對接接頭、T形接頭、角接接頭及搭接接頭等。
(一)對接接頭
兩件表面構成大于或等于135°,小于或等于180°夾角的接頭,叫做對接接頭。在各種焊接結構中它是采用最多的一種接頭型式。
鋼板厚度在6mm以下,除重要結構外,一般不開坡口。
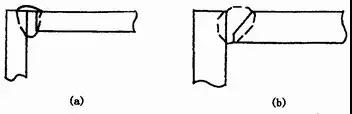
厚度不同的鋼板對接的兩板厚度差(δ—δ1)不超過表1—2規定時,則焊縫坡口的基本形式與尺寸按較厚板的尺寸數據來選取;否則,應在厚板上作出如圖1—8所示的單面或雙面削薄;其削薄長度L≥3(δ—δ1)。
圖1—8 不同厚度板材的對接
(a)單面削薄, (b)雙面削薄
| 表1-2 |
|
|
|
|
| 較薄板厚度δ1 |
≤2~5 |
>5~9 |
>9~12 |
>12 |
| 允許厚度差(δ—δ1) |
1 |
2 |
3 |
4 |
(二)角接接頭
兩焊件端面間構成大于30°、小于135°夾角的接頭,叫做角接接頭,見圖1—9。這種接頭受力狀況不太好,常用于不重要的結構中。
圖1—9 角接接頭
(a)I形坡口; (b)帶鈍邊單邊V形坡口
(三)T形接頭
一件之端面與另一件表面構成直角或近似直角的接頭,叫做T形接頭,見圖1—10。
圖1—10 T形接頭
(四)搭接接頭
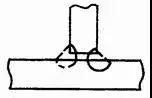
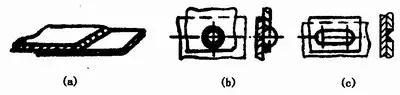
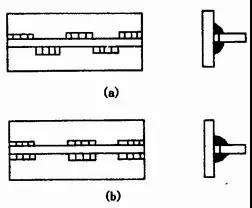
兩件部分重疊構成的接頭叫搭接接頭,見圖1—11。
圖1—11 搭接接頭
(a)I形坡口, (b)圓孔內塞焊; (c)長孔內角焊
搭接接頭根據其結構形式和對強度的要求,分為不開坡口、圓孔內塞焊和長孔內角焊三種形式,見圖1—11。
I形坡口的搭接接頭,一般用于厚度12mm以下的鋼板,其重疊部分≥2(δ1+δ2),雙面焊接。這種接頭用于不重要的結構中。
當遇到重疊部分的面積較大時,可根據板厚及強度要求,分別采用不同大小和數量的圓孔內塞焊或長孔內角焊的接頭型式。
二、焊縫坡口的基本形式與尺寸
(一)坡口形式
根據坡口的形狀,坡口分成I形(不開坡口)、V形、Y形、雙Y形、U形、雙U形、單邊V形、雙單邊Y形、J形等各種坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻轉焊件),但焊后容易產生角變形。
雙Y形坡口是在V形坡口的基礎上發展的。當焊件厚度增大時,采用雙Y形代替V形坡口,在同樣厚度下,可減少焊縫金屬量約1/2,并且可對稱施焊,焊后的殘余變形較小。缺點是焊接過程中要翻轉焊件,在筒形焊件的內部施焊,使勞動條件變差。
U形坡口的填充金屬量在焊件厚度相同的條件下比V形坡口小得多,但這種坡口的加工較復雜。
(二)坡口的幾何尺寸
(1)坡口面 待焊件上的坡口表面叫坡口面。
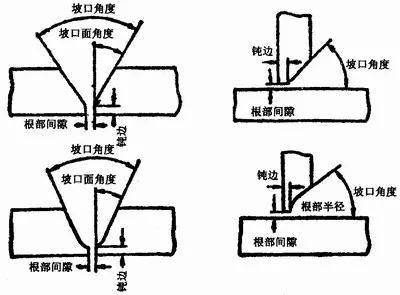
(2)坡口面角度和坡口角度 待加工坡口的端面與坡口面之間的夾角叫坡口面角度,兩坡口面之間的夾角叫坡口角度,見圖1—12。
(3)根部間隙 焊前在接頭根部之間預留的空隙叫根部間隙,見圖1—12。其作用在于打底焊時能保證根部焊透。根部間隙又叫裝配間隙。
(4)鈍邊 焊件開坡口時,沿焊件接頭坡口根部的端面直邊部分叫鈍邊,見圖1—12。鈍邊的作用是防止根部燒穿。
(5)根部半徑 在J形、U形坡口底部的圓角半徑叫根部半徑(見圖1—12)。它的作用是增大坡口根部的空間,以便焊透根部。
圖1—12 坡口的幾何尺寸
三、焊接位置種類
根據GB/T3375—94《焊接術語》的規定,焊接位置,即熔焊時,焊件接縫所處的空間位置,可用焊縫傾角和焊縫轉角來表示。有平焊、立焊、橫焊和仰焊位置等。
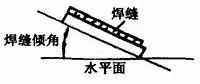
焊縫傾角,即焊縫軸線與水平面之間的夾角,見圖1—13。
圖1—13 焊縫傾角
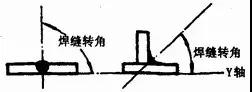
焊縫轉角,即焊縫中心線(焊根和蓋面層中心連線)和水平參照面Y軸的夾角,見圖1—14。
圖1—14 焊縫轉角
(1)平焊位置 焊縫傾角0°,焊縫轉角90°的焊接位置,見圖1—15(a)。
圖1—15 各種焊接位置
(a)平焊 (b)橫焊 (c)立焊 (d)仰焊 (e)平角焊 (f)仰角焊
(2)橫焊位置 焊縫傾角0°,180°;焊縫轉角0°,180°的對接位置,見圖1—15(b)。
(3)立焊位置 焊縫傾角90°(立向上),270°(立向下)的焊接位置,見圖1—15(c)。
(4)仰焊位置 對接焊縫傾角0°,180°;轉角270°的焊接位置,如圖1—15(d)。
此外,對于角焊位置還規定了另外兩種焊接位置。
(5)平角焊位置 角焊縫傾角0°,180°;轉角45°,135°的角焊位置,見圖1—15(e)。
(6)仰角焊位置 傾角0°,180°;轉角225°,315°的角焊位置,見圖1—15(f)。
在平焊位置、橫焊位置、立焊位置、仰焊位置進行的焊接分別稱為平焊、橫焊、立焊、仰焊。T形、十字形和角接接頭處于平焊位置進行的焊接稱為船形焊。在工程上常用的水平固定管的焊接,由于在管子360°的焊接中,有仰焊、立焊、平焊,所以稱全位置焊接。當焊件接縫置于傾斜位置(除平、橫、立、仰焊位置以外)時進行的焊接稱為傾斜焊。
四、焊縫形式及形狀尺寸
(一)焊縫形式
焊縫按不同分類方法可分為下列幾種形式:
(1)根據GB/T 3375—94的規定,按焊縫結合形式,分為對接焊縫、角焊縫、塞焊縫、槽焊縫和端接焊縫五種:
1)對接焊縫:在焊件的坡口面間或一零件的坡口面與另一零件表面間焊接的焊縫,
2)角焊縫:沿兩直交或近直交零件的交線所焊接的焊縫。
3)端接焊縫:構成端接接頭所形成的焊縫。
4)塞焊縫:兩零件相疊,其中一塊開圓孔,在圓孔中焊接兩板所形成的焊縫,只在孔內焊角焊縫者不稱塞焊。
5)槽焊縫:兩板相疊,其中一塊開長孔,在長孔中焊接兩板的焊縫,只焊角焊縫者不稱槽焊。
(2)按施焊時焊縫在空間所處位置分為平焊縫、立焊縫、橫焊縫及仰焊縫四種形式。
(3)按焊縫斷續情況分為連續焊縫和斷續焊縫兩種形式。
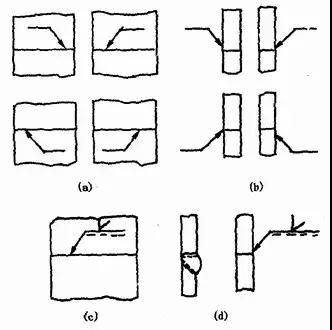
斷續焊縫又分為交錯式和并列式兩種(圖1—16),焊縫尺寸除注明焊腳K外,還注明斷續焊縫中每一段焊縫的長度l和間距e,并以符號“Z”表示交錯式焊縫。
圖1—16 斷續角焊縫
(a)交錯式 (b)并列式
(二)焊縫的形狀尺寸
焊縫的形狀用一系列幾何尺寸來表示,不同形式的焊縫,其形狀參數也不一樣。
1.焊縫寬度
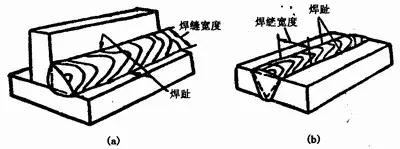
焊縫表面與母材的交界處叫焊趾。焊縫表面兩焊趾之間的距離叫焊縫寬度,如圖1—17。
圖1—17焊縫寬度
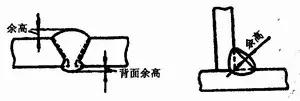
2.余高
超出母材表面焊趾連線上面的那部分焊縫金屬的最大高度叫余高,見圖1—18。在靜載下它有一定的加強作用,所以它又叫加強高。但在動載或交變載荷下,它非但不起加強作用,反而因焊趾處應力集中易于促使脆斷。所以余高不能低于母材但也不能過高。手弧焊時的余高值為0~3mm。
圖1—18 余高
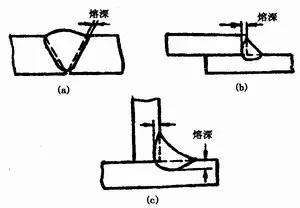
3.熔深
在焊接接頭橫載面上,母材或前道焊縫熔化的深度叫熔深,見圖1—19。
圖1—19 熔深
(a)對接接頭熔深 (b)搭接接頭熔深 (c)T形接頭熔深
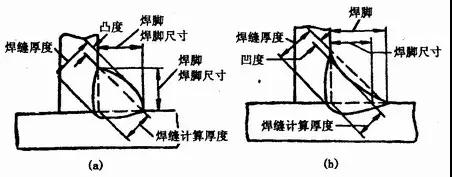
4.焊縫厚度
在焊縫橫截面中,從焊縫正面到焊縫背面的距離,叫焊縫厚度,見圖1—20。
圖1—20 焊縫厚度及焊腳
(a)凸形角焊縫 (b)凹形角焊縫
焊縫計算厚度是設計焊縫時使用的焊縫厚度。對接焊縫焊透日寸它等于焊件的厚度;角焊縫時它等于在角焊縫橫截內畫出的最大直角等腰三角形中,從直角的頂點到斜邊的垂線長度,習慣上也稱喉厚,見圖1—20。
5.焊腳
角焊縫的橫截面中,從一個直角面上的焊趾到另一個直角面表面的最小距離,叫做焊腳。在角焊縫的橫截面中畫出的最大等腰直角三角形中直角邊的長度叫焊腳尺寸,見圖1—20。
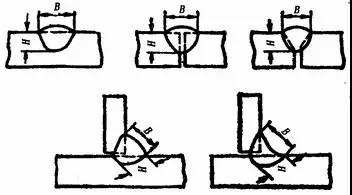
6.焊縫成形系數
圖1—21 焊縫成形系數的計算
熔焊時,在單道焊縫橫截面上焊縫寬度(B)與焊縫計算厚度(H)的比值(ф=B/H),叫焊縫成形系數,見圖1—21。該系數值小,則表示焊縫窄而深,這樣的焊縫中容易產生氣孔和裂紋,所以焊縫成形系數應該保持一定的數值,例如埋弧自動焊的焊縫成形系數ф要大于1.3。
7.熔合比
是指熔焊時,被熔化的母材在焊道金屬中所占的百分比。
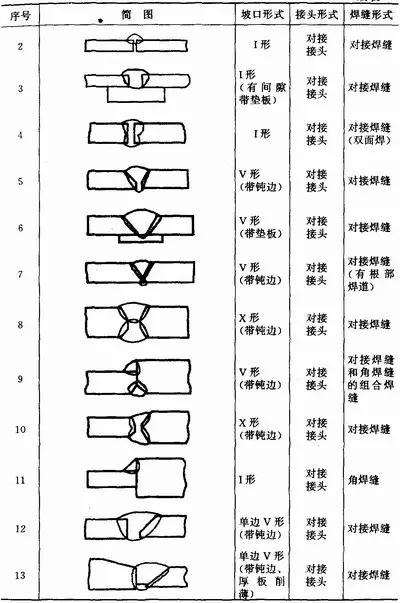
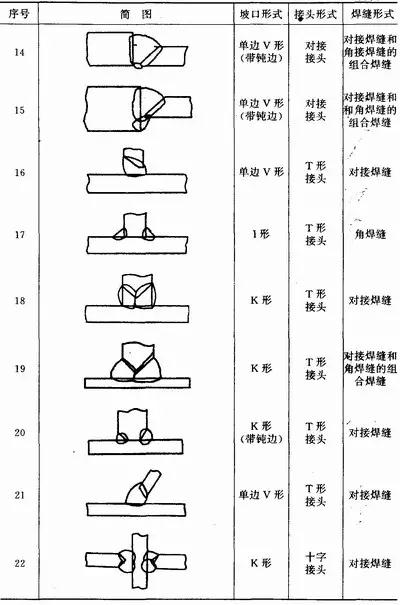
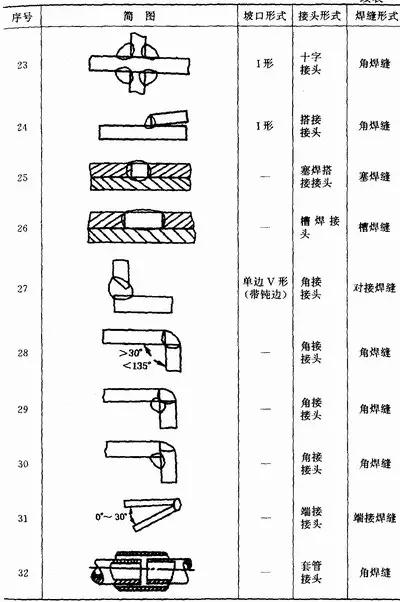
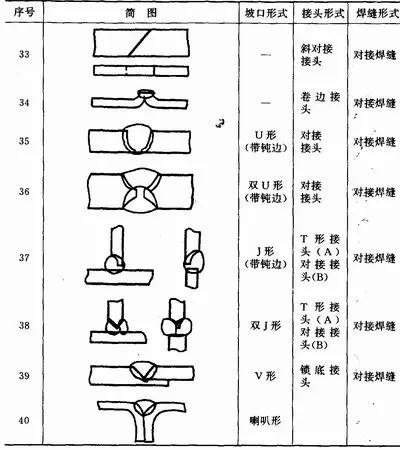
各種接頭、坡口和焊縫的形式見表1—3。
表1—3 各種坡口、接頭及焊縫形式
五、焊縫符號表示法
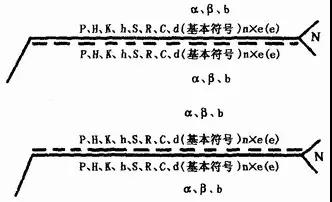
焊縫符號一般由基本符號和指引線組成。必要時還可以加上輔助符號、補充符號和焊縫尺寸符號等。
(一)符號
根據GB324—88《焊縫符號表示法》的規定,焊縫符號可以分為以下幾種:
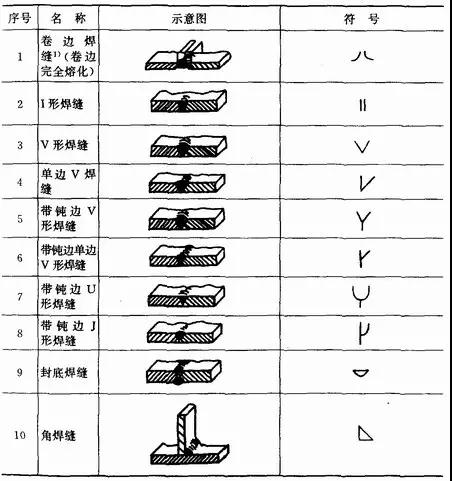
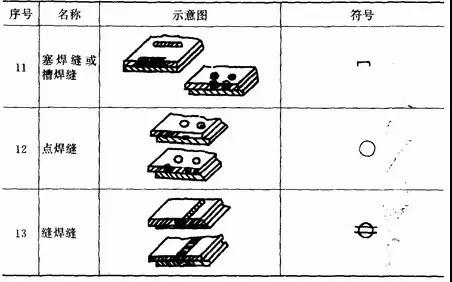
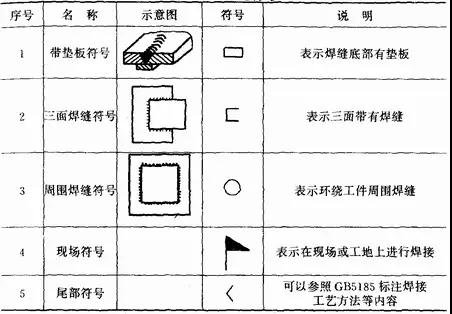
(1)基本符號
基本符號是表示焊縫橫截面形狀的符號,見表1—4。
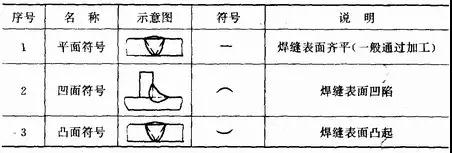
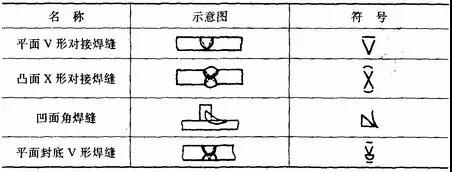
(2)輔助符號
輔助符號是表示焊縫表面形狀特征的符號,見表1—5。應用示例見表1—6。
(3)補充符號
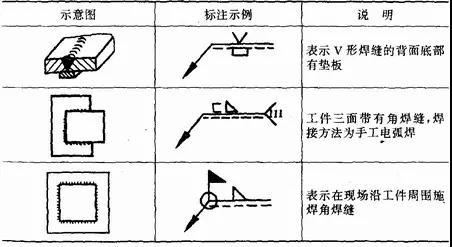
補充符號是為了補充說明焊縫的某些特征而采用的符號,見表1—7。應用示例見表1—8。
表1—4基本符號
注:1)不完全熔化的卷邊焊縫用I形焊縫符號來表示,并加注焊縫有效厚度S。
表1—5輔助符號
表1—6 輔助符號的應用示例
表1—7補充符號
表1—8 補充符號應用示例
(二)符號在圖紙上的位置
1.基本要求
完整的焊縫表示方法除了上述基本符號、輔助符號、補充符號以外,還包括指引線、焊縫尺寸符號及數據。
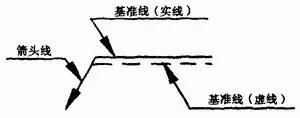
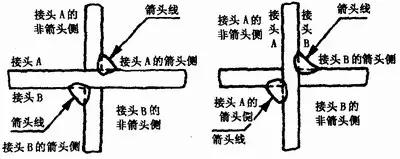
指引線一般由帶有箭頭的指引線(簡稱箭頭線)和兩條基準線(一條為實線,另一條為虛線)兩部分組成。如圖1—22所示。
圖1—22 指引線
2.箭頭線和接頭的關系
圖1—23和圖1—24給出的示例說明下列術語的含義:
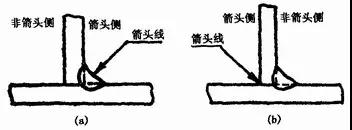
圖1—23 帶單角焊縫的T型接頭
(a)焊縫在箭頭側 (b)焊縫在非箭頭側
圖1—24 雙角焊縫的十字接頭
a.接頭的箭頭側;
b.接頭的非箭頭側
3.箭頭線的位置
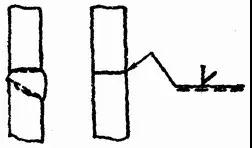
箭頭線相對焊縫的位置一般沒有特殊要求,見圖1—25(a)、(b)。但是在標注單邊V、單邊Y、J形焊縫時,箭頭線應指向帶有坡口一側的工件,見圖1—25(c)、(d)。必要時,允許箭頭線彎折一次,如圖1—26。
圖1—25 箭頭線的位置
圖1—26 彎折的箭頭線
4.基準線的位置
基準線的虛線可以畫在基準線的實線下側或上側。
基準線一般應與圖樣的底邊相平行,但在特殊條件下亦可與底邊相垂直。
5.基本符號相對基準線的位置
基本符號相對基準線的位置見圖1—27(a)、(b)、(c)、(d);標注對稱焊縫及雙面焊縫時,不加虛線。
圖1—27 基本符號相對基準線的位置
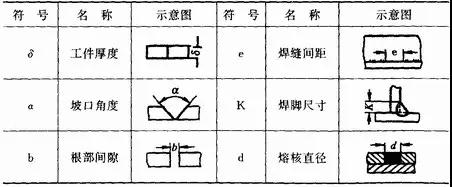
(三)焊縫尺寸符號及其標注位置
(1)焊縫尺寸符號,見表1—9。
表1—9焊縫尺寸符號
(2)焊縫尺寸符號及數據的標注原則,如圖1—28:
1)焊縫橫截面上的尺寸標在基本符號的左側;
2)焊縫長度方向尺寸標在基本符號的右側;
圖1—28 焊縫尺寸的標注原則
3)坡口角度、坡口面角度、根部間隙等尺寸標在基本符號的上側或下側;
4)相同焊縫數量符號標在尾部;
5)當需要標注的尺寸數據較多又不易分辯時,可在數據前面增加相應的尺寸符號。當箭頭線方向變化時,上述原則不變。
(3)關于尺寸符號的說明
1)在基本符號的右側無任何標注且又無其他說明時,表示焊縫在工件的整個長度上是連續的。
2)在基本符號在左側無任何標注且又無其他說明時,表示對接焊縫要完全焊透。
3)塞焊縫、槽焊縫帶有斜邊時,應該標注孔底部的尺寸。
六、焊接工藝參數及其對焊縫形狀的影響
焊接時,為保證焊接質量而選定的各項參數(例如焊接電流、電弧電壓、焊接速度、線能量等)的總稱叫焊接工藝參數。所謂線能量是指熔焊時,由焊接熱源輸入給單位長度焊縫上的能量焦爾/厘米或焦爾/毫米(J/cm或J/mm),亦稱熱輸入。
線能量的計算公式為:
式中 Q——線能量,J/cm或J/mm;
I——焊接電流,A;
U——電弧電壓,V;
V——焊接速度,cm/s或mm/s。
例:某焊接性試驗的焊接工藝參數如下:焊條直徑4mm,焊接
電流180A,電弧電壓24V,焊接速度150mm/min。試計算其線能
量。
解:線能量
 。
。
答:該試驗的線能量為1728J/mm。
(一)焊接電流
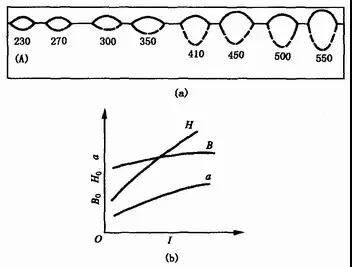
當其它條件不變時,增加焊接電流,則焊縫厚度和余高都增加,而焊縫寬度則幾乎保持不變(或略有增加),見圖1—29,這是埋弧自動焊時的實驗結果。分析這些現象的原因是:
(1)焊接電流增加時,電弧的熱量增加,因此熔池體積和弧坑深度都隨電流而增加,所以冷卻下來后,焊縫厚度就增加。
(2)焊接電流增加時,焊絲的熔化量也增加,因此焊縫的余高也隨之增加。如果采用不填絲的鎢極氬弧焊,則余高就不會增加。
(3)焊接電流增加時,一方面是電弧截面略有增加,導致熔寬增加;另一方面是電流增加促使弧坑深度增加。由于電壓沒有改變,所以弧長也不變,導致電弧潛入熔池,使電弧擺動范圍縮小,則就促使熔寬減少。由于兩者共同的作用,所以實際上熔寬幾乎保持不變。
圖1—29 焊接電流對焊縫形狀的影響
H—焊縫厚度 B—焊縫寬度 d—余高 I—焊接電流
(二)電弧電壓
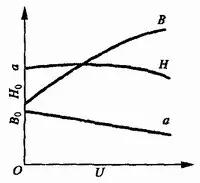
當其它條件不變時,電弧電壓增長,焊縫寬度顯著增加而焊縫厚度和余高將略有減少,見圖1—30。這是因為電弧電壓增加意味著電弧K度的增加,因此電弧擺動范圍擴大而導致焊縫寬度增加。其次,弧長增加后,電弧的熱量損失加大,所以用來熔化母材和焊絲的熱量減少,相應焊縫厚度和余高就略有減小。
圖1—30 電弧電壓對焊縫形狀的影響
由此可見,電流是決定焊縫厚度的主要因素,而電壓則是影響焊縫寬度的主要因素。因此,為得到良好的焊縫形狀,即得到符合要求的焊縫成形系數,這兩個因素是互相制約的,即一定的電流要配合一定的電壓,不應該將一個參數在大范圍內任意變動。
(三)焊接速度
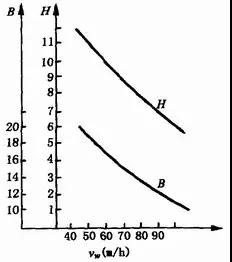
焊接速度對焊縫厚度和焊縫寬度有明顯的影響。當焊接速度增加時,焊縫厚度和焊縫寬度都大為下降,見圖1—31。這是因為焊接速度增加時,焊縫中單位時間內輸入的熱量減少了。
圖1—31 焊接速度對焊縫形狀的影響
從焊接生產率考慮,焊接速度愈快愈好。但當焊縫厚度要求一定時,為提高焊接速度,就得進一步提高焊接電流和電弧電壓,所以,這三個工藝參數應該綜合在一起進行選用。
(四)其它工藝參數及因素對焊縫形狀的影響
電弧焊除了上述三個主要的工藝參數外,其它一些工藝參數及因素對焊縫形狀也具有一定的影響。
(1)電極直徑和焊絲外伸長 當其它條件不變時,減小電極(焊絲)直徑不僅使電弧截面減小,而且還減小了電弧的擺動范圍,所以焊縫厚度和焊縫寬度都將減小。
焊絲外伸長是指從焊絲與導電嘴的接觸點到焊絲末端的長度,即焊絲上通電部分的長度。當電流在焊絲的外伸長上通過時,將產生電阻熱。因此,當焊絲外伸長增加時,電阻熱也將增加,焊絲熔化加快,因此余高增加。焊絲直徑愈小或材料電阻率愈大時,這種影響愈明顯。實踐證明,對于結構鋼焊絲來說,直徑為5mm以上的粗焊絲,焊絲的外伸長在60~150mm范圍內變動時,實際上可忽略其影響。但焊絲直徑小于3mm時,焊絲外伸長波動范圍超過5~10mm時,就可能對焊縫成形產生明顯的影響。不銹鋼焊絲的電阻率很大,這種影響就更大。因此,對細焊絲,特別是不銹鋼熔化電極弧焊時,必須注意控制外伸長的穩定。
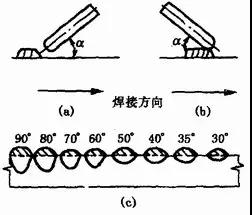
(2)電極(焊絲)傾角焊接時,電極(焊絲)相對于焊接方向可以傾斜一個角度。當電極(焊絲)的傾角順著焊接方向時叫后傾;逆著焊接方向時叫前傾,見圖1—32(a)、(b)。電極(焊絲)前傾時,電弧力對熔池液體金屬后排作用減弱,熔池底部液體金屬增厚了,阻礙了電弧對熔池底部母材的加熱,故焊縫厚度減小。同時,電弧對熔池前部未熔化母材預熱作用加強,因此焊縫寬度增加,余高減小,前傾角度。愈小,這一影響愈明顯,見圖1—32(c)。
圖1—32 電極(焊絲)傾角對焊縫形狀的影響
(a)后傾 (b)前傾 (c)前傾傾角的影響
電極(焊絲)后傾時,情況與上述相反。
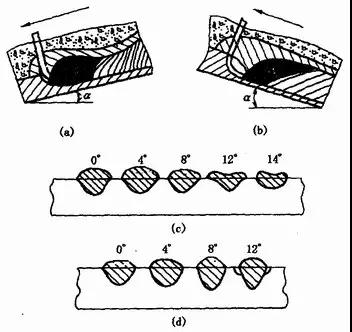
(3)焊件傾角 焊件相對水平面傾斜時,焊縫的形狀可因焊接方向不同而有明顯差別。焊件傾斜后,焊接方法可分為兩種:從高處往低處焊叫下坡焊;從低處往高處焊叫上坡焊,見圖1—33(a)(b)。
圖1—33 焊件傾角對焊縫形狀的影響
(a)下坡焊 (b)上坡焊 (c)下坡焊時焊件傾角的影響 (d)上坡焊時焊件傾角的影響
當進行上坡焊時,熔池液體金屬在重力和電弧力作用下流向熔池尾部,電弧能深入到加熱熔池底部的金屬,因而使焊縫厚度和余高都增加。同時,熔池前部加熱作用減弱,電弧擺動范圍減小,因此焊縫寬度減小。上坡角度愈大,影響也愈明顯。上坡角度。>6°~12°時,焊縫就會因余高過大,兩側出現咬邊而使成形惡化,見圖1—33(d)。因此,在自動電弧焊時,實際上總是盡量避免采用上坡焊。
下坡焊的情況正好相反,即焊縫厚度和余高略有減小,而焊縫寬度略有增加。因此傾角。<6°~8°的下坡焊可使表面焊縫成形得到改善,手弧焊焊薄板時,常采用下坡焊,一方面是避免焊件燒穿,另一方面可以得到光滑的焊縫表面成形。如果傾角過大,則會導致未焊透和熔池鐵水溢流,使焊縫成形惡化,見圖1—33(c)。
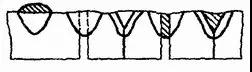
(4)坡口形狀 當其它條件不變時,增加坡口深度和寬度時,焊縫厚度略有增加,焊縫寬度略有增加,而余高顯著減小,見圖1—34。
圖1—34 坡口形狀對焊縫形狀的影響
(5)焊劑 埋弧焊時,焊劑的成分、密度、顆粒度及堆積高度均對焊縫形狀有一定影響。當其它條件相同時,穩弧性較差的焊劑焊縫厚度較大、而焊縫寬度較小。焊劑密度小,顆粒度大或堆積高度減小時,由于電弧四周壓力減低,弧柱體積膨脹,電弧擺動范圍擴大,因此焊縫厚度減小、焊縫寬度增加、余高略為減小。此外,熔渣粘度對焊縫表面成形有很大影響,若粘度過大,使熔渣的透氣性不良,熔池結晶時所排出的氣體無法通過熔渣排除,使焊縫表面形成許多凹坑,成形惡化。
(6)保護氣體成分 氣體保護焊時,保護氣體的成分以及與此密切相關的熔滴過渡形式對焊縫形狀有明顯影響。采用不同保護氣體進行熔化極氣體保護焊直流反接時,焊縫形狀的變化,見圖1—35。射流過渡氬弧焊總是形成明顯蘑菇狀焊縫,氬氣中加入O2、CO2或H2時,可使根部成形展寬,焊縫厚度略有增加。顆粒狀和短路過渡電弧焊則形成的焊縫形狀寬而淺。
圖1—35 保護氣體成分對焊縫形狀的影響
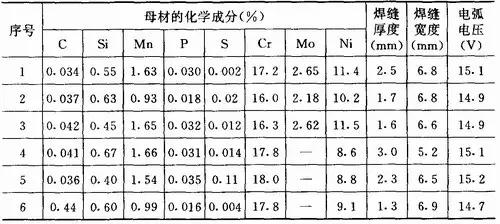
(7)母材的化學成分 母材的化學成分不同,在其它工藝因素不變的情況下,焊縫形狀不一樣,這一點在氬弧焊時特別明顯。如三種產地不同的0Cr18Ni19和0Cr18Ni12Mo2不銹鋼,用鎢極氬弧焊方法焊接,采用相同的焊接工藝參數時,所得焊縫形狀的變化,見表1—10。
表1—10 母材化學成分對焊縫形狀的影響
注:鎢棒端部45°;弧長2mm電流150A;焊接速度300mm/min。
滄州五森管道設備有限公司
管路補償接頭 http://m.3sgw.cn/